







 Описываемое ниже оборудование специально адаптировано для производства мачт ветрогенераторов на основе опыта компании ALW в данной отрасли энергетики. Данная статья дает представление об особенностях производства мачт ветрогенераторов и представляет эффективные решения, обеспечивающие
Описываемое ниже оборудование специально адаптировано для производства мачт ветрогенераторов на основе опыта компании ALW в данной отрасли энергетики. Данная статья дает представление об особенностях производства мачт ветрогенераторов и представляет эффективные решения, обеспечивающиевысокий уровень удобства работы оператора.
В нашем предложении рассмотрены пять основных тем:
- Сварочные технологии: компания ALW предоставляет Вам самые совершенные сварочные технологии, являющиеся результатом нашего многолетнего опыта работы.
- Оборудование: все оборудование проходит испытания на заводах перед поставкой заказчику, чем обеспечивается максимальный контроль качества. Удобство оборудования для работы позволяет пользователям легко и быстро освоить работу с оборудованием. При проектировании оборудования особое внимание уделяется обеспечению прочности и надежности, чем обеспечивается его высокоэффективная бесперебойная работа.
- Расходные материалы: механическое качество сварных соединений в большой степени зависит от сочетания качества сварочной проволоки и флюса для достижения оптимального результата.
- Обслуживание:
o Профилактическое техническое обслуживание оборудования.
Мы обеспечиваем быструю поставку и быстрое реагирование на запросы заказчика. Также наша компания предоставляет услуги по монтажу и обучению персонала для обеспечения безупречной работы нашего оборудования.
- Контроль качества: для нашей компании основным заданием является выполнение требований заказчика. Для улучшения производительности Вашего производства мы поставляет высококачественные товары и оборудование, произведенные на заводах, сертифицированных по системе контроля качества ISO.
Требования
- Конструкция мачты: из модулей от 12 до 30 м
- Ширина обечайки: 3 000 мм
- Диаметр обечайки: от 2 000 до 3 000 мм
- Толщина: от 16 до 50 мм (максимальное значение)
- Максимальный вес одного модуля: 80 т
- Максимальный вес одной обечайки: 10 т
- Тип дуговой сварки под флюсом: Тандем
- Время работы: 24 ч в сутки
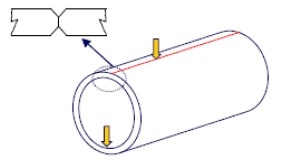
 Оборудование для продольной сварки обечайки
Оборудование для продольной сварки обечайкиСварка осуществляется внутри и снаружи
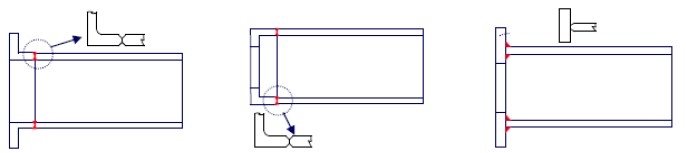
Оборудование для кольцевой сварки: сварка фланцев на обечайке
Сварка осуществляется внутри и снаружи
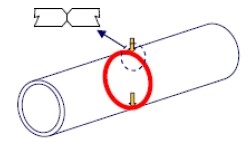
Оборудование для кольцевой сварки: сборка обечайки
Сварка осуществляется внутри и снаружи
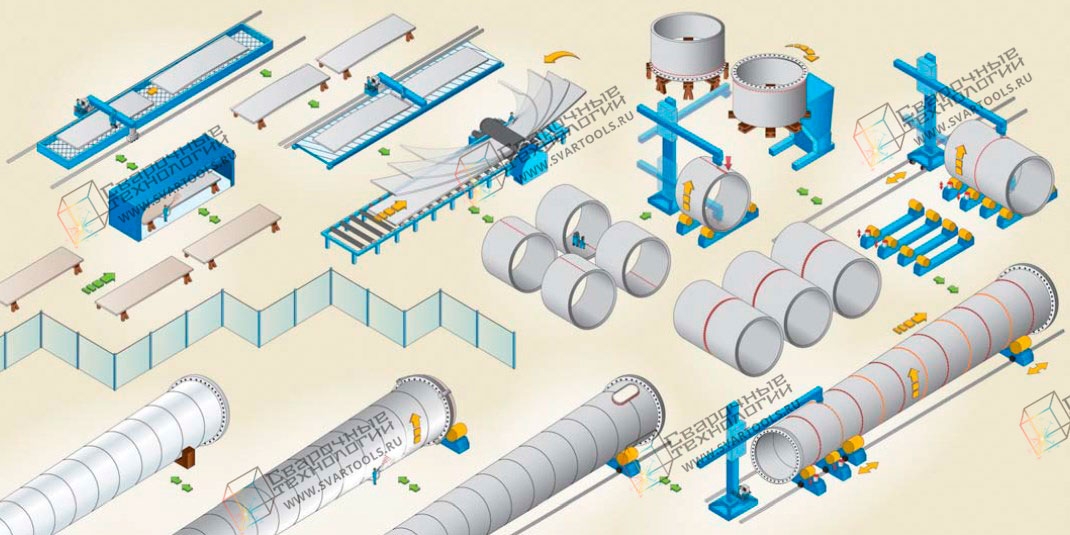
Возможный вариант конфигурации сварочной линии для сварки ветрогенераторов

- Сварочная станция 1: продольная сварка обечайки (внутренняя и наружная)
- 1 сварочная колонна, использующая сварочный процесс тандем
- 1 комплект вращателей (в зависимости от веса обечайки)
- Сварочная станция 2: кольцевая сварка фланцев обечайки (внутренняя и наружная)
- 1 сварочная колонна, использующая сварочный процесс тандем
- 1 комплект вращателей (в зависимости от веса обечайки)
- 1 сварочная колонна, использующая сварочный процесс тандем
- 2 комплекта вращателей (в зависимости от веса секции)
- 1 сварочная колонна, использующая сварочный процесс тандем
- 2 комплекта вращателей (в зависимости от веса секции)
Решения для продольной сварки обечайки, кольцевой сварки фланцев
Сварочные колонны на разных участках сварки выполняют внутреннюю и внешнюю продольную сварку спомощью консоли, так же с колонны выполняют и внутреннюю и внешнюю кольцевую сварку.

|
|
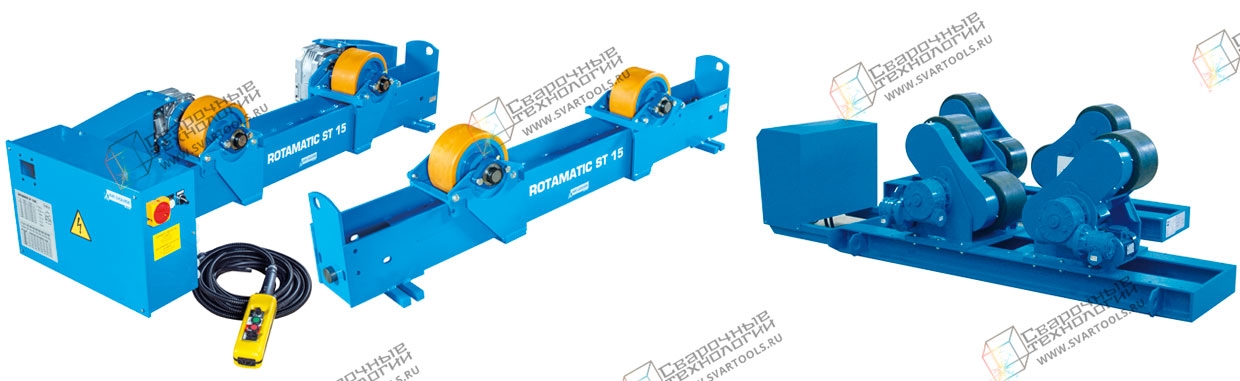
Кроме колонн со сварочным оборудованием (сварочные головки, источники тока, системы слежения и т.д.) в состав сварочных участков входят роликовые вращатели с приводными и холостыми секциями. На вращателях располагаются свариваемые обечайки.
Сборка и соединение двух обечаек
Данная конфигурация сварочной колонны предназначена для кольцевой внутренней и внешней сварки для соединения двух обечаек и оснащена двумя комплектами вращателей. Максимальный допустимый диаметр составляет 4000 мм, максимальная длина первой обечайки составляет 3200 мм.Обечайка устанавливается на регулируемых вращателях “TR 30 Fit up & ST 30”. Сварной шов идет перпендикулярно движению консоли колонны.
Сварочная колонная на неподвижном основании имеет следующие характеристики:
- Вертикальный ход : 5 200 мм
- Скорость вертикального перемещения консоли: 26 - 110 см/мин (Точность 10%)
- Горизонтальный ход : 4 300 мм
- Скорость горизонтального перемещения консоли: 6 – 100 см/мин (Точность 5%)
- Поперечный ход: 10 000 мм
- Скорость поперечного перемещения: 30 - 300 см/мин
Два комплекта вращателей “TR 30 FIT UP и ST 30”
Для данной конфигурации сварочной станции, предназначенной для сборки двух обечаек, мы предлагаем специальную систему, позволяющую производить быструю сборку секций.
Система состоит из следующих элементов:
- Один моторизованный вращатель на неподвижном основании,
- Один холостой вращатель, на моторизованной тележке,
- Два регулирующих вращателя, один на неподвижном основании и один на поддерживающей тележке.
Регулировка осуществляется с помощью перемещения и подъема роликов. Один из регулирующих вращателей оснащен гидравлической системой. Гидравлическая система обеспечивает независимое движение 4 роликов двух регулирующих вращателей.
В нашем случае вес одной обечайки равен ≈ 10 т, поэтому система должна быть рассчитана на нагрузку 20 т.
Кроме того, ширина обечайки фиксированная и составляет 3 м, поэтому мы обеспечиваем только необходимую гибкость конфигурации системы. В любом случае, вышеуказанная конфигурация может быть адаптирована для любых других требований.
- Максимальный вес вращаемой конструкции для комплекта вращателей: 30 т
- Максимальный поддерживаемый вес для одного вращателя: 15 т
Регулирующие вращатели: показаны красным цветом. Моторизованный вращатель: показан синим цветом. Холостой вращатель: показан голубым цветом
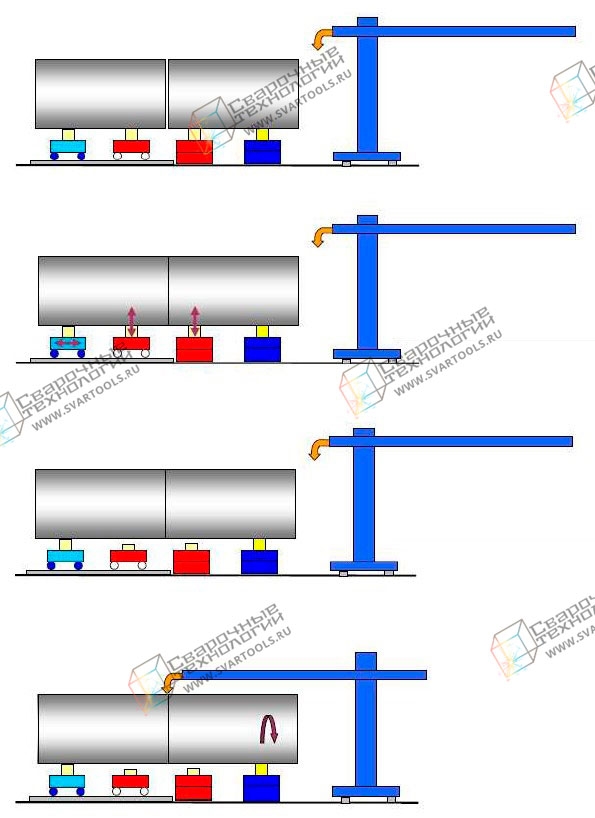
|
1. Две обечайки загружаются на соответствующие вращатели. |
|
2. С помощью регулирующих вращателей и моторизованного вращателя две обечайки фиксируются в нужном положении относительно друг друга для начала точечной сварки. |
|
|
3. Отсоединение регулирующих вращателей |
|
|
4. Выставление положения и регулировка сварочной головки и последующее вращение подготовленных обечаек для кольцевой сварки (внутренней и внешней). |
Решение для линии наращивания секций мачт
Данная конфигурация сварочной колонны предназначена для кольцевой сварки и соединения обечаек и оснащена двумя комплектами вращателей. Максимальный допустимый диаметр составляет 4000 мм, максимальная длина первой обечайки составляет 6000 мм.
Сварочная колонна выполняет внутреннюю и внешнюю кольцевую сварку. Обечайка устанавливается на регулируемых вращателях “TR 100 Fit up & LP 100”.
Перемещение консоли моторизовано. Для этого вида работ сварочная головка поворачивается под углом 90° относительно оси консоли и может опционально устанавливаться на поворотную головку с углом поворота +/- 45°.
Дальнейшие описание и технические решения предоставляются по запросу
Сварочный процесс
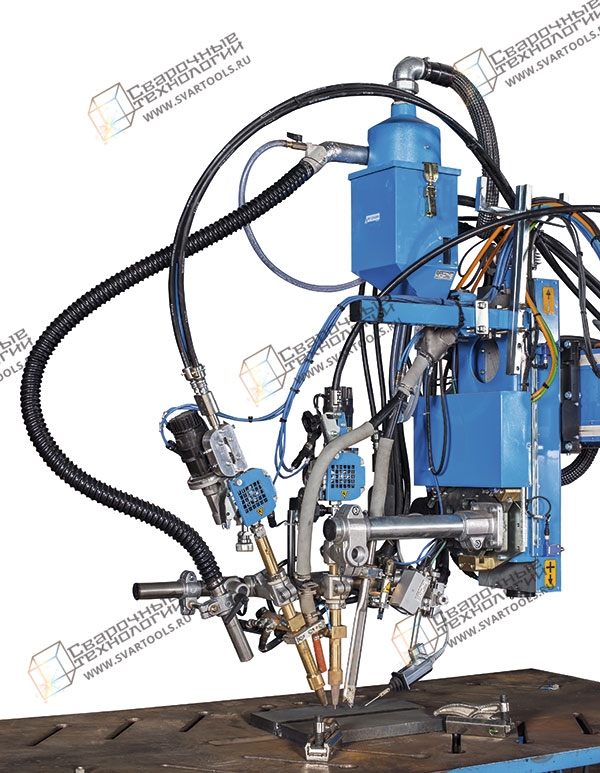 С учетом требований толщины и подготовки шва, мы предлагаем использование сварочной головки для дуговой сварки под флюсом Tandem mono: одиночная сварочная проволока + одиночная сварочная проволока. Данная конфигурация доступна для всех типов сварочных установок и обеспечивает скорость наплавки 20 кг/ч при ограниченных капитальных затратах и затратах на обучение персонала. Скорость наплавки зависит от применяемого сварочного процесса и сварочных расходных материалов (сварочной проволоки и флюса).
С учетом требований толщины и подготовки шва, мы предлагаем использование сварочной головки для дуговой сварки под флюсом Tandem mono: одиночная сварочная проволока + одиночная сварочная проволока. Данная конфигурация доступна для всех типов сварочных установок и обеспечивает скорость наплавки 20 кг/ч при ограниченных капитальных затратах и затратах на обучение персонала. Скорость наплавки зависит от применяемого сварочного процесса и сварочных расходных материалов (сварочной проволоки и флюса).
Два блока подачи проволоки типа devimatic DX7 с мотором и редуктором,
- Простая и прочная механическая конструкция
- Надежный источник подачи сварочного тока,
- Регулировка положения сварочной головки с помощью двух моторизованных направляющих в диапазоне 200 мм,
- Ручное слежение за сварным соединение оператором с помощью панели управления 3А (либо опционально с помощью системы Trackmatic)
-Первая сварочная головка оснащена системой подачи одиночной проволоки Ø 3,2мм или Ø 4 мм и соединена с источником питания постоянного тока. Она может работать независимо или совместно с второй головкой. Она установлена на ручной вертикальной направляющей, обеспечивающей вертикальную регулировку положения двух головок.
- Вторая сварочная головка обычно оснащена системой подачи одиночной проволоки Ø 4 мм и соединена с источником питания переменного/постоянного тока . В данном случае она работает в режим переменного тока. Она установлена на ручной горизонтальной направляющей, обеспечивающей горизонтальную регулировку положения двух головок. В таком случае она работает в режим переменного тока AC. Она влияет главным образом на скорость наплавки.
Надежная работа сварочных установок гарантируется при соблюдением наших инструкций и рекомендаций.
Хотя в стандартной конфигурации установка оснащается головкой типа тандем (моно+моно), небольшая замена элементов достаточна для изменения конфигурации на tandem hybrid (моно+двойная) и tandem twin (двойная+двойная) или tandem powder, если такая конфигурация требуется для специальных видов
сварочных работ.
- Вторая сварочная головка обычно оснащена системой подачи одиночной проволоки Ø 4 мм и соединена с источником питания переменного/постоянного тока . В данном случае она работает в режим переменного тока. Она установлена на ручной горизонтальной направляющей, обеспечивающей горизонтальную регулировку положения двух головок. В таком случае она работает в режим переменного тока AC. Она влияет главным образом на скорость наплавки.
Надежная работа сварочных установок гарантируется при соблюдением наших инструкций и рекомендаций.
Хотя в стандартной конфигурации установка оснащается головкой типа тандем (моно+моно), небольшая замена элементов достаточна для изменения конфигурации на tandem hybrid (моно+двойная) и tandem twin (двойная+двойная) или tandem powder, если такая конфигурация требуется для специальных видов
сварочных работ.
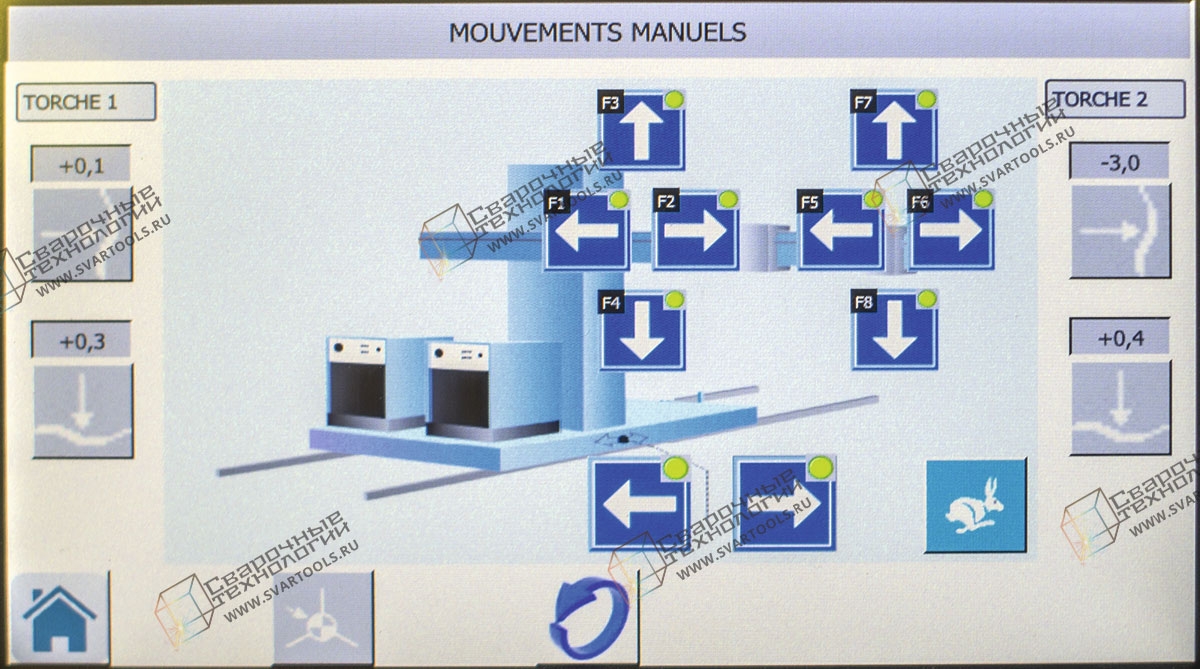
Интерфейс взаимодействия оператора с установкой
 Наши установки оснащаются новой системой управления сварочным процессом - 3А
Наши установки оснащаются новой системой управления сварочным процессом - 3АУсовершенствованная мобильная панель управления
- Централизованное управление с помощью панели управления
- Мобильная система plug&play (включай и работай)
- Удобный и понятный интерфейс
- Управление сварочным процессом
- Управление рабочим циклом установки
- Встроенные периферийные устройства
- Модульные гибкие решения
- Полное цифровое управление
- Работа и обмен данными по сети
- Централизованное управление с помощью панели управления
- Мобильная система plug&play (включай и работай)
- Удобный и понятный интерфейс
- Электронная архитектура CAN BUS
- Модульная архитектура
- Операционная система WINDOWS CE
- Загрузка программ с помощью шины USB
- Сохранение стандартных параметров конфигурации установки
- Высокая надежность (числовое программное управление)
- Современное и удобное управление с помощью мобильной панели управления
- Различные уровни для операторов
- Управление 2 сварочными головками
Мобильная панель управления оснащается 10 метровым кабелем, облегчающим работу оператора.
В данное описание не вожла следующая информация:
- сварочном оборудовании и материалах
- системе подачи флюса
- системе слежения
- системе дистанционного управления
- дополнительных решениях для сварочных работ
- сборке обечайки
- схеме производстенной линии