


































 Компания MGM, spol. s r.o. является признанным производителем оборудования термического раскроя и сварки. MGM фактически нет необходимости представлять представителям европейской металлообрабатывающей промышленности, где она занимает ведущие позиции.
Компания MGM, spol. s r.o. является признанным производителем оборудования термического раскроя и сварки. MGM фактически нет необходимости представлять представителям европейской металлообрабатывающей промышленности, где она занимает ведущие позиции.Компания MGM spol. s r.o. основана в 1991 году в г. Табор (Чехия). В 1995 открылось представительство в Остраве.
Переломным в истории развития фирмы стал 1998 год, когда MGM приступила к созданию собственного ЧПУ управляемого оборудования термической резки. Следующим важным этапом в развитии стал 2003 год, когда компания MGM вышла на европейский рынок. В настоящий момент MGM имеет собственную разветвленную сеть европейских представительств (Бельгия, Эстония, Франция, Хорватия, Литва, Венгрия, Германия, Польша, Австрия, Россия и т.д.)
В настоящее время компания производит оборудование по оригинальной конструкции с собственным ЧПУ для заказчиков по всему миру.
Основными производственными линейками являются машины компактной серии (Arrow), и высокопроизводительные машины для газовой и плазменной резки (OMNICUT) с возможностью применения дополнительных технологий.
OMNICUT G:
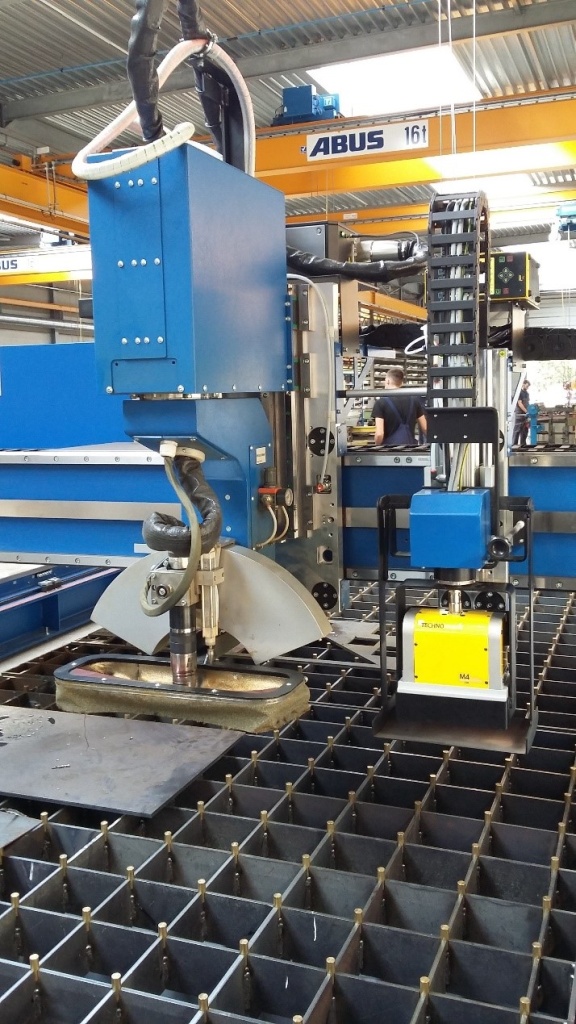
Управляемая ЧПУ установка для термической резки, имеющая прочную портальную конструкцию и обладающая отличными статическими и динамическими характеристиками. Конструкция установки включает в себя точно обработанные, ошлифованные направляющие профили трапецевидного сечения, с перемещающимися по ним надежными подшипниковыми роликами необходимыми для транспортировки тяжелого навесного оборудования машины термической резки, как например сверлильный агрегат, 3D плазменный наклонный агрегат, 3-резаковый автогенный агрегат или оборудование резки материалов толщиной более 200 мм.
Портал перемещается по массивным и прецизионно обработанным направляющим при помощи мощных боковых сервоприводов с геометрическим замыканием.
Данное исполнение гарантирует Вам:
- высокую точность реза и выдерживание заданного контура
- отличные статические и динамические характеристики
- максимальное использование рабочей скорости и скорости форсированного хода, обеспечивающее высокую производительность установки

ЧПУ система управления MS 300
- Простая эксплуатация благодаря хорошо организованному меню пользователя на базе ОС MS Windows
- Простое управление с помощью кнопок и сенсорного экрана
- Прецизионная система на базе программируемого ЧПУ с полевой шиной Ethernet-Powerlink и X2X Link
- Сенсорный дисплей – 19“ TFT LCD цветной
- Сетевой интерфейс для передачи данных (раскрой, статистика работы машины)
- Разъем «USB» на передней части панели оператора
- Многоязычная версия
- Дистанционная диагностика машины через интернет
- Восстановление после аварийного отключения
- Возвращение в программу
- Плавное продолжение прерванного контура, возможность прокола материала вне контура после перерыва в процессе резки обеспечивает минимальное повреждение режущего контура
- Возможность автоматического возврата в исходную точку программы
- Старт программы в выбранной точке (30 исходных точек свободно определяются пользователем)
- Легкое позиционирование режущей горелки в начальной точке программы резки с помощью лазерного диода или камеры
- Тестирование программы резки для устранения ошибок
- Компенсация положения листа
- Возможность перерасчета
- Изменение размеров плана резки в желаемом соотношении и поворот плана резки
- Настройка компенсации ширины реза (внешний, внутренний, плазма и газокислородная резка) непосредственно на машине без необходимости изменения программы резки
- Ручное перемещение в выполняемой программе функцией «JOG» позволяет оператору после вынужденного прерывания процесса резки переместить старт резки следующей детали в желаемую позицию
- Автоматическое распознавание неправильного позиционирования до момента активации концевых выключателей (SW конечных выключателей)
- Графическое отображение процесса резки и позиционирования режущей головки на экране в режиме реального времени с возможностью приблизить /отдалить изображение (функция ZOOM)
- Оцифровка остатков листа для оптимизации детальной раскладки
- Создание и изменение плана раскладки с помощью графического редактора и текста в ESSI коде во время работы машины
- Автоматическая референция машины с позиционированием на определенной позиции (позиционирование нулевой точки)
- 150 макросов (вкл. макросы объединенного и бесконечного реза)
- Создание собственных макросов заказчика
- Редактирование макросов и автоматическая раскладка
- Вычленение деталей из имеющегося плана резки и автоматическая новая раскладка непосредственно на машине
- Временная статистика (время общее-, резки-, пробивки- и актуальное)
- Функция входа и выхода из системы для разных операторов
- Руководство по эксплуатации доступно непосредственно в управлении машины
- Полное сервисное меню (дистанционное обслуживание или дистанционная диагностика производится через интегрированный модуль и гарантирует контроль всех важнейших функций и настроек управления, установленных программных приложений и параметрических настроек, а также многих других важных функций ЧПУ установки (сервоусилителей, сервомоторов, концевых датчиков…)
- ON-LINE сервис – подключение машины к интернету дает дистанционный доступ к управлению через дистанционное управляющее ПО TEAM VIEWER* (* обратить внимание на внутренние правила защиты данных)
- Автоматическая диагностика аппаратной части
- Отображение сообщений об ошибках на мониторе
- Возможность управления прочими технологиями (Маркировка, сверление, резка трубы…)
- Базовая комплектация до 4 горелок (большее количество горелок под заказ)
- Автоматика прокола до 150 мм
- Возможность создания и сохранения в ЧПУ собственных параметров
- Бесступенчатая регулировка на всем диапазоне
- Графическое изображение изнашиваемых деталей горелки с указанием артикульных номеров
- Блокировка для плазменных источников
- Передача параметров от ЧПУ машины к источнику плазмы
- Графическое отображение установленных параметров резки (давление, скорость потока)
- Автоматическое переключение параметров между маркировкой и резкой
- Графическое изображение быстроизнашиваемых деталей с указанием артикульных номеров
- Автоматическая настройка вертикального суппорта с ЧПУ
- Автоматическая настройка параметров резания в зависимости от качества материала и его толщины
- Возможность создания собственных параметров резки и их сохранения
- Технологии точной перпендикулярной резки отверстий и мелких контуров в соотношении минимум 1:1 толщины материала к диаметру отверстия
| Цветной сенсорный экран | 19 '' «TFT LCD» |
| Промышленный компьютер Intel Celeron | 1,4 ГГц, двухъядерный, пассивное охлаждение |
| Емкость памяти | 4 Гб оперативной памяти |
| Емкость SSD диска | 60 Гб |
| 2 сетевые карты | 1 Гбит/с |
| Формат ввода | «ESSI» |
| Возможность импорта файлов в формате | «DXF» |
| Приращение в программировании | 0,1 мм |
| Измерение точности позиционирования | 0,01 мм |
| Коррекция на ширину прорези | 0,01 - 100 мм |
| Плавная регулировка рабочей скорости | 0-130% |
| Линейная и круговая интерполяция | макс. 2,1 км |
Необходимые подключения:
| Напряжение | 3x230/400 V (+/-10%), 50 Гц («TN-S» сеть) |
| Электрическая мощность | зависит от комплектации станка 1,5 кВА (макс. 2,5 кВА) |
| Защита | мин. «IP 54» |
| Температура | от + 5° до + 45° C (возможность подогрева/охлаждения) |
Привода:
| AC серво-приводы | 1,3 +3,5 Нм |
| Управляется преобразователем частоты | |
|
Максимальная скорость машины |
20 м/мин |

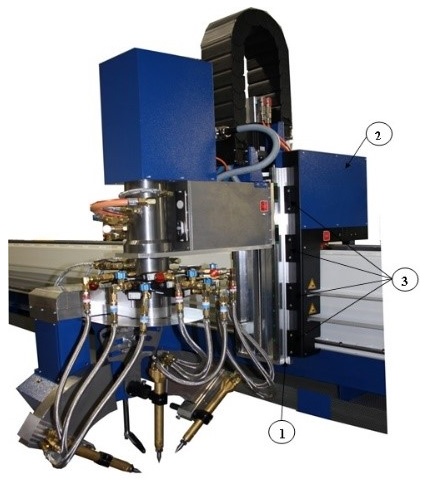
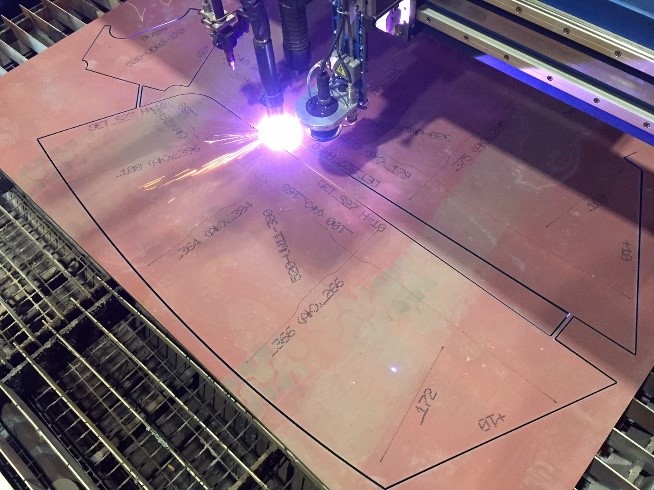
Наклонно-поворотный агрегат для фасонной плазменной резки
Агрегат предназначен для фасонной плазменной резки, но может также осуществлять вертикальную плазменную резку. Возможно повторно осуществлять резку следующих видов фасок: Y, X или K-образных. Настройка угла осуществляется автоматически от ЧПУ MS 300 по заранее запрограммированному плану резки. Max. настройка угла составляет
50°, таким образом можно резать фаски 45°. Возможно вращение агрегата на угол +/- 450̊. В случае превышения угла вращения относительно вырезаемой заготовки мы можем использовать функцию автоматического вращения этой оси относительно детали на угол +90̊/-810̊ или +810̊/-90̊. Первое нахождение поверхности листа осуществляется с помощью электрического контакта, а поддержание постоянной высоты в процессе резки за счет замера напряжения дуги. ЧПУ MS 300 оснащено базой данных для корректировки угла и прочих параметров. Параметры резки также задаются автоматически через ЧПУ. Сам процесс резки проводится также автоматически с места программирования по составленному плану раскроя. В результате получается деталь с высоким качеством кромки.
Технические данные:
| Подъём | |
| Высота | 250 мм |
| Скорость | 5 м/мин |
|
Точность |
+/- 0,1 мм |
| Наклон | |
|
Диапазон |
+/- 55° угол задается от ЧПУ, резка +/- 45° |
| Скорость наклона | 32°/c (1920 °/мин) |
| Точность настройки угла наклона | +/- 0,1° |
| Вращение | |
|
Диапазон |
+/- 450° (+90°/-810° или +810°/-90° в зависимости от типа и угла положения разрезаемой детали) |
| Скорость вращения оси С | 200°/c |
| Точность настройки угла поворота |
+/- 0,1° |
Измерение расстояние материала:
- электрическое (с помощью омического контакта) – подходящее также для тонких материалов с проводящей поверхностью (за исключением нержавеющий стали в защитной пленке и окрашенных поверхностей)
- механическое (тактильное) (работает и для окрашенных поверхностей)
 Трех-резаковый агрегат DBA для V, X, Y и K-образных резов автогенoм
Трех-резаковый агрегат DBA для V, X, Y и K-образных резов автогенoм Банк данных с параметрами наклона для использования с программным обеспечением SAPSproW.
Данная база содержит технологические коррекции установки наклона боковых горелок для отдельных типов материалов и параметры наклона с учетом рассчитанных параметров. После коррекции установки, при первом использовании, параметры могут быть сохранены в базе данных для их последующего использования в автоматическом режиме. Таким образом, можно получить точный угол наклона с учетом физических свойств материала под влиянием фасонной резки.
- Возможность установки коррекции скорости резки для каждого типа и параметров наклона
- Возможность установки коррекции с учетом ширины реза для каждого типа резки и параметров наклона
- Возможность различных коррекций для прохождения как прямых, так и радиальных участков (с учетом интервала горелки)
 - Система содержит параметрическую калькуляцию наклонов для первичной конфигурации (с сохранением новых параметров в базе данных.)
- Система содержит параметрическую калькуляцию наклонов для первичной конфигурации (с сохранением новых параметров в базе данных.)- Автоматический перенос коррекции угла, при помощи параметров заложенных в базе данных, при первичном использовании в плане резки
- Возможность ручной установки параметров фасонной резки.
Преимущества = конкретные параметры резки для точной резки фасок
Макросы для настройки агрегата
Для отладки наклонов в системе имеется 3 типа макросов, связанных с базой данных наклонов:
- Для прямых фасок
- Для внутреннего радиуса
- Для внешнего радиуса
Точное определение параметров высоты за счет применения электромеханического щупа
- Электроника по определению высоты зазора размещена вне горячей зоны горелки
Устройство сверления и нарезания резьбы MAX 40R
 - Сверление: Ø 3 – 40 мм
- Сверление: Ø 3 – 40 мм - Нарезание резьбы: до M 24
- Передний конец шпинделя ISO 40S, с предварительно напряженными радиально-упорными шарикоподшипниками
- Пневматическое зажимное устройство для быстрой смены инструмента
- Подача СОЖ для внешней и внутренней смазки инструмента
- Модуль подачи с автоматической регулировкой
- Автоматический щуп замера длины инструмента
- Пневматический прижим при сверлении с интеграцией щупа глубины поверхности материала
- Минимизация расхода СОЖ за счет использования масляного тумана
- Автоматический сменщик инструмента на 6 инструментов
- Управление устройством сверления с центрального ЧПУ машины
 - Банк данных сверления и нарезания резьбы
- Банк данных сверления и нарезания резьбы Применение:
Сверла из быстрорежущей стали
Твердосплавные сверла
Примечание!
Необходимы – столы с латунными наконечниками ламелей и боковыми струбцинами
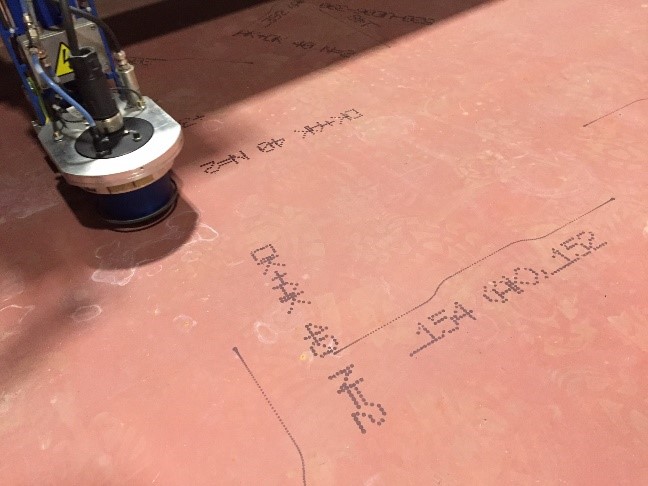
 Струйный маркировщик с 16 форсунками – головка DOD
Струйный маркировщик с 16 форсунками – головка DODСо специальной регулировкой высоты M 4000 и поворотной осью.
Размер кода матрицы около 67 мм макс., с количеством строк 16x36, ограниченным их количеством в головке. Уменьшение букв достигается меньшим числом активных форсунок с 16 до 10, 7 или 5.
Эта головка работает с чернилами TKD-SW на основе MEX для неабсорбирующих материалов, а чернила не имеют пигментных цветов, т.е. они черные, но при этом достаточно заметные на листах, покрытых красной грунтовкой.
Кроме того, в головке помещается другая система сопел EDS, которая позволяет просто наносить точки или линии с возможностью выбора диаметра точки или ширины линии путем выбора диаметра форсунок. Рекомендуемое расстояние до листового металла составляет около 10 мм.
 - Приводное устройство с самоцентрирующимся 4-кулачковым патроном
- Приводное устройство с самоцентрирующимся 4-кулачковым патроном- Поддерживающие тележки, с роликовыми опорами, перемещаемые по рельсам
- Роликовые опоры настраиваются под диаметр трубы
- Вытяжка продуктов горения через трубу и патрон к ФВУ
- Управление от центрального ЧПУ машины термической резки
- Толщина стенки: в зависимости от мощности источника плазмы
- Диаметр трубы Ø: стандартно 50 – 300 мм (больший диаметр по запросу)
- Длина трубы: 1000 -12000 мм

